What Are You Looking For?
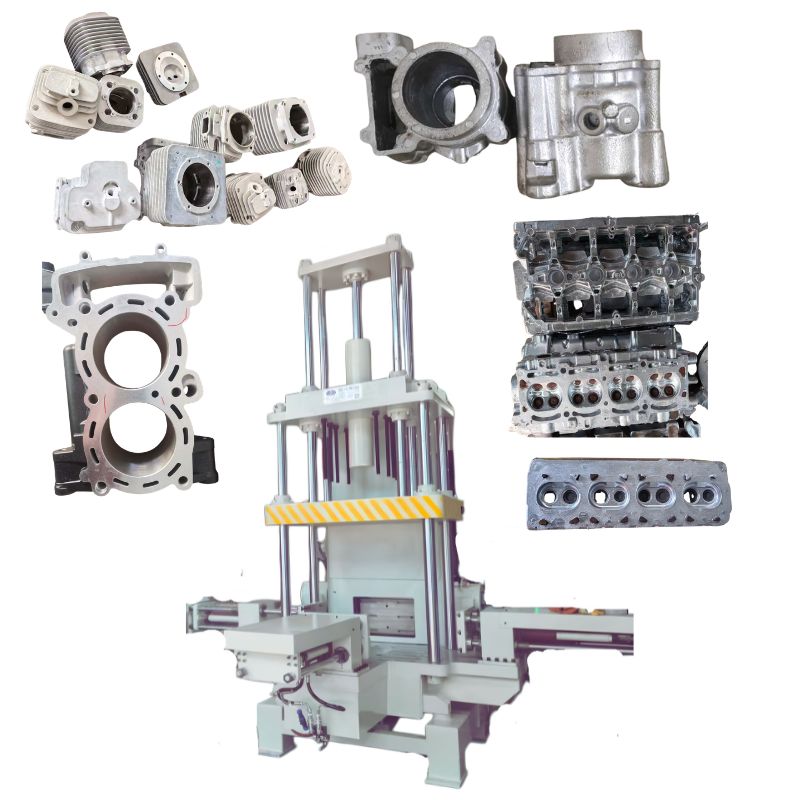
In gravity casting of aluminum alloys, equipment and molds are two sides of the same coin. The full performance of a gravity casting machine largely depends on the rationality of the mold's design and use. Conversely, a well-designed mold requires the equipment to provide matching process conditions in areas such as turning speed and temperature control.
Quanzhou Jingda Machinery, a leading manufacturer with over twenty years of experience in the casting equipment field, has observed in its long-term experience providing casting solutions that many problems in process debugging stem not from the equipment itself, but from the unsatisfactory coordination between the mold and the equipment. The following outlines some practical experience from the perspectives of mold design, process parameter matching, multi-product switching, and daily coordination.
Gating System Design: Ensuring Smooth Aluminum Entry into the Cavity
The design of the gating system determines the way and speed at which molten aluminum enters the cavity, directly impacting the quality of the casting. In gravity casting, molten aluminum relies on its own gravity to gradually fill the cavity through the pouring cup, sprue, runner, and ingate. The shape, proportions, and orientation of this system need to work in harmony with the turning characteristics of the gravity casting machine.
The relationship between the position of the sprue cup and the flipping center. The mold is fixed on the casting machine's worktable and rotates around the flipping axis. If the sprue cup is positioned too far from the flipping center, the surface fluctuation of the molten aluminum within the sprue cup will increase during flipping, increasing the risk of air entrapment. During mold design, the sprue cup should be placed as close as possible to the flipping axis to facilitate smooth aluminum flow.
The cross-sectional shape of the sprue. Circular or elliptical sprues are more conducive to molten aluminum flowing along the wall than square cross-sections, reducing air entrapment. Additionally, a buffer recess at the bottom of the sprue can absorb the impact energy of falling molten aluminum, reducing turbulence.
The coordination of the ingate's direction with the flipping process. The direction in which the ingate guides the molten aluminum into the cavity needs to match the cavity's tilt angle during flipping. During segmented flipping, the point position of the cavity will shift at different angles. The ingate should ideally be placed at a lower position in the cavity during the initial stage of flipping, allowing the molten aluminum to fill from the bottom rather than pouring in from a high position, thus reducing splashing and air entrapment.
Tilting Parameter Adjustment: Setting the Speed Curve Based on Mold Structure
Segmented adjustable tilting speed is an important function of gravity casting machines, but a reasonable speed curve needs to be adjusted according to the specific mold. There are no parameters applicable to all molds, only parameters verified for specific molds.
Speed Setting in the Initial Stage: When the sprue cup is tilted and the molten aluminum begins to enter the sprue, the speed should be slow. Too fast an initial speed will cause the molten aluminum to shake violently within the sprue cup, allowing air to enter the sprue and increasing the risk of porosity inside the casting. It is usually advisable to start with a lower initial tilting speed, observe the smoothness of the molten aluminum entering the sprue cup, and gradually find the appropriate speed.
Speed Transition in the Main Filling Stage: After the molten aluminum enters the cavity through the ingate, the tilting speed can be moderately increased. However, the acceleration point needs to be determined based on the volume change of the mold cavity. For locations where the cavity cross-section suddenly increases, excessive acceleration may result in insufficient molten aluminum to fill, leading to cold shuts. Observing the filling marks of the test casting can help deduce whether the acceleration timing is appropriate.
Deceleration Control in the Final Stage When the molten aluminum fills to the top of the cavity and thin-walled sections, the turning speed should be slowed down again. These sections have small cross-sections and cool quickly; incomplete filling can easily lead to incomplete filling or cold shuts. The deceleration at the end stage needs to be coordinated with the cavity's venting design—if venting is inadequate, even with a suitable turning speed, residual gas will hinder filling.
Mold Temperature Field Adjustment: Balancing Preheating and Cooling
Mold temperature is a variable that requires precise control in gravity casting. Uneven temperature distribution directly affects the solidification sequence and internal density of the casting.
Preheating Temperature Selection. Before production begins, the mold needs to be preheated to its operating temperature. This temperature is usually determined based on the casting material and wall thickness. In aluminum alloy casting, the mold preheating temperature is generally between 150℃ and 300℃. Thinner-walled castings require a higher mold temperature to delay the cooling of the molten aluminum; thicker-walled castings can have a lower temperature to allow sufficient supercooling during solidification.
Temperature Uniformity of Multi-Cavity Molds If a mold has multiple cavities, the temperature of each cavity may differ, with cavities farther from the heating element tending to be colder. This temperature difference can lead to inconsistent quality in individual parts within the same batch of castings. During the commissioning phase, a temperature gauge should be used to measure the operating temperature of each cavity. If a significant temperature difference is found, auxiliary heating can be added to the colder areas, or the heating layout can be adjusted.
Heat dissipation management in continuous production. As molten aluminum is repeatedly poured into the mold, the mold temperature gradually rises. Excessive temperature slows solidification of the casting, resulting in coarse internal grains and potentially causing sticking and premature wear on the mold surface. Designing appropriate cooling water channels or air cooling channels within the mold, and coordinating with the gravity casting machine's temperature control system to automatically adjust the flow rate of the cooling medium, helps maintain the mold temperature within a relatively stable range.
Rapid changeover for multi-variety production. Many small and medium-sized foundries face multi-variety, small-batch production models, requiring frequent mold changes on the same gravity casting machine. Mold changeover efficiency directly impacts equipment utilization and delivery speed.
Standardized mold interfaces. If molds for different products use a unified mounting base and positioning method, mold changes only require loosening the locking bolts, lifting out the old mold, and installing the new mold, eliminating the need for repeated adjustments to position and angle. Some foundries specify the mounting base size and positioning hole positions to mold suppliers when purchasing molds, significantly improving subsequent mold change efficiency.
Parameter storage and retrieval. Tilting speed curves, mold preheating temperatures, cooling parameters, etc., corresponding to different products, are stored as independent formulas after debugging. These can be retrieved with a single click after mold change, avoiding repeated debugging each time. Zhongzhou Intelligent Equipment's gravity casting machine control system supports the storage of multiple parameter formulas. Operators only need to select the corresponding product number after mold change, and the equipment automatically loads the set parameters.
Preparation work before mold change. Before installing the new mold, pre-cleaning, preheating, and applying release agent are completed, reducing equipment downtime. Placing the necessary tools and lifting equipment in fixed locations near the equipment also helps improve mold change efficiency.
Coordination with Core Making
In a complete casting process, the front end of a gravity casting machine is core making, and the rear end is sand removal and cleaning. The cycle time matching and dimensional fit between equipment affect the overall line efficiency.
The fit between the sand core and the mold. After the sand core is loaded into the mold, it needs to form a uniform wall thickness space with the mold cavity. If the sand core size is too large or too small, the casting wall thickness will deviate. The dimensional accuracy of the sand cores produced by the core making machine directly affects whether the cast parts meet the drawing requirements. Using core shooters and gravity casting machines from the same source manufacturer allows the fit between sand core dimensions and mold clamping dimensions to be considered during the equipment selection stage.
As a source manufacturer that produces both gravity casting machines and core shooters, Jingda Machinery, when planning production lines for customers, starts from the overall line process, coordinating the capacity and specifications of each piece of equipment to reduce the break-in time during subsequent on-site debugging.
Conclusion: Process debugging of gravity casting machines is a task that gradually integrates equipment capabilities, mold characteristics, and personnel experience. The design of the gating system, the setting of the flipping parameter curve, the control of mold temperature distribution, the efficiency improvement of multi-product switching, and the coordination with upstream and downstream processes—these factors collectively determine casting quality and production efficiency.
Jingda Machinery, as a leading manufacturer with decades of experience in the casting equipment field, is willing to work with foundries to explore feasible methods to improve equipment performance from the perspectives of process debugging and mold compatibility.
For further information on gravity casting technology or to discuss your on-site debugging needs, please contact our team.
www.jingdamachine.com | +86 13338560015